
 海德专业生产高精密平面研磨机,平面抛光机,双面研磨机,双面抛光机,研磨液,抛光液,抛光皮,抛光垫,研磨盘,抛光盘,承接平面研磨抛光,镜面抛光加工
海德专业生产高精密平面研磨机,平面抛光机,双面研磨机,双面抛光机,研磨液,抛光液,抛光皮,抛光垫,研磨盘,抛光盘,承接平面研磨抛光,镜面抛光加工 打样测试,按客户的需求定制平面研磨抛光机,研磨液,抛光皮,研磨盘等.我们还会参与客户的生产,保证客户高效率的量产,与客户共同发展.
打样测试,按客户的需求定制平面研磨抛光机,研磨液,抛光皮,研磨盘等.我们还会参与客户的生产,保证客户高效率的量产,与客户共同发展. 承接各种材质平面抛光加工:手机抛光加工、铝合金抛光加工、不锈钢抛光加工、蓝宝石抛光加工、模具钢镜面抛光、陶瓷镜面抛光等加工服务
承接各种材质平面抛光加工:手机抛光加工、铝合金抛光加工、不锈钢抛光加工、蓝宝石抛光加工、模具钢镜面抛光、陶瓷镜面抛光等加工服务 如果您需要平面研磨抛光或镜面抛光加工,我司可打样测试。研磨抛光加工范围是:工件材质不限,直径或对角线≤470mm,厚度≤200mm。
如果您需要平面研磨抛光或镜面抛光加工,我司可打样测试。研磨抛光加工范围是:工件材质不限,直径或对角线≤470mm,厚度≤200mm。 在线沟通更便捷,只需描述加工要求(工件尺寸、材质、要加工的平面度或粗糙度),客服会解答您的疑问或邮寄相关资料。测试打样。
在线沟通更便捷,只需描述加工要求(工件尺寸、材质、要加工的平面度或粗糙度),客服会解答您的疑问或邮寄相关资料。测试打样。 在线客服沟通,方便、高效、快捷。我们还会参与到客户的研发生产中,帮助客户高效率的量产。
在线客服沟通,方便、高效、快捷。我们还会参与到客户的研发生产中,帮助客户高效率的量产。 根据行业技术发展,市场动态和行业分析整理制作出最热门相关研磨专题。
根据行业技术发展,市场动态和行业分析整理制作出最热门相关研磨专题。 海德人工作中积极主动,生活中也不凡情调。我们坚信:只有开阔视野和愉悦心情,才能在工作中游刃有余。
海德人工作中积极主动,生活中也不凡情调。我们坚信:只有开阔视野和愉悦心情,才能在工作中游刃有余。传统游离研磨装置如图 1.2 所示,电动机 6 通电后,通过蜗轮 7 减速,带动 研磨盘 4 慢速旋转,研磨盘用轴承 5 支撑在研磨机机架上,工件 2 与分离器 3 一 起置于研磨盘上,工件 2 上还压有重物 1,研磨盘带动工件和分离器转动时,研 磨盘与工件和分离器之间也存在着相对运动,工件通过散落于研磨盘上的磨料与硕士学位论文 5 磨盘接触,研磨盘上的磨料就对工件产生了研磨作用。分离器3 的作用是对分布 在分离器上的多个工件进行定位,避免工件之间的相互碰撞,重物 1 的作用是增 大工件对磨料的正压力,提高磨料与工件间的摩擦力,以提高研磨加工效率。
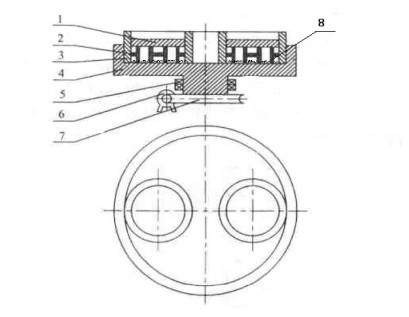
图 1.2 游离磨料研磨加工原理图
1-重物;2-工件;3-分离器;4-磨盘; 5-轴承;6-电动机;7-涡轮;8-磨料
研磨盘材质一般用铸铁,有的也采用黄铜,磨料硬度必须大于被研磨玻璃的硬度。磨料与水或油等流体混合形成砂浆,砂浆中的磨粒存在于研磨盘与玻璃之 间,磨粒随研磨盘转动,在研磨盘与玻璃间的磨粒在回转过程中又可能断续地挤 入玻璃表面,使玻璃表面产生垂直龟裂、水平龟裂或圆锥龟裂,其中水平龟裂和 圆锥龟裂使玻璃表面破坏,使玻璃表面的凸起处研磨掉[23]。这种方法加工精度较 高、工设备简单、投资少,但也存在着一些缺点,如:
1 砂浆流下后随着磨盘转动分散分布进行研磨,磨盘应避免转速太高,防止 磨料向四周发散状飞溅,浪费磨料,但同时由于磨盘转速较低研磨加工效率很难 提高;
2 研磨一段时间后,砂浆中磨料与从加工工件上去除的磨屑直接混合在一 起,无法分离,长时间使用后,砂浆的切削作用降低,为提高效率,砂浆不能再 用,这既浪费了能源、又浪费了磨料;
3 砂浆中磨料在磨盘上的分布是随机的,其分布密度不均。这容易造成磨料 对工件研磨切削量不均,工件面形精度不易控制;特别是磨料与工件间的相对运显示屏玻璃加工用树脂金刚石研磨盘的制备及磨削性能研究 6 动具有随机性,这也增加了影响工件面形精度的不确定因素,降低了加工精度的 稳定性;
4 在研磨加工过程中,磨料间既有相互碰撞,又有相对运动和磨擦作用,造 成了磨料的无益损耗,增加了磨料和能源的浪费;
5 在研磨过程中,大尺寸的磨料顶在磨盘和工件之间,承受较大的压力,而 小尺寸的磨料所受到的压力小,甚至不受压力,这使得大颗粒磨料切削深度大, 产生的划痕深,影响表面质量。因此为提高工件表面质量,游离研磨对磨料的尺 寸均匀性和颗粒形状要求较高;
6 在研磨过程中,磨盘也会产生磨损,这一磨损将影响加工工件的面形精度, 这就要求经常修整磨盘,增加了无效工作时间;
7 研磨时大粒度磨料有可能会残留在工件中被带到精磨加工工序中,影响精 加工质量,这就要求每到工序需要清洗工件增加了劳动强度;
8 在研磨加工过程中,较硬的磨料容易嵌入较软的工件表面内,影响工件的 使用性能;
9 游离磨料容易撒落,造成环境的粉尘污染。
正是因为存在着上述的不足之处,传统的游离磨料研磨应用受到了一定的限制。




